 HOME TECHNICAL INFO
HOME TECHNICAL INFO
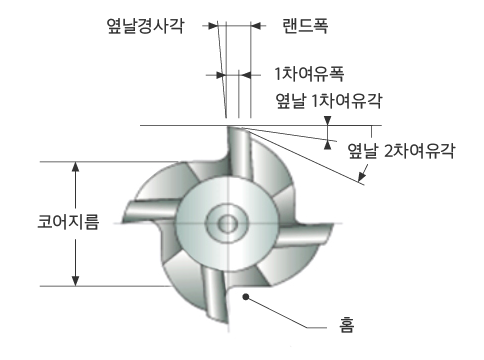
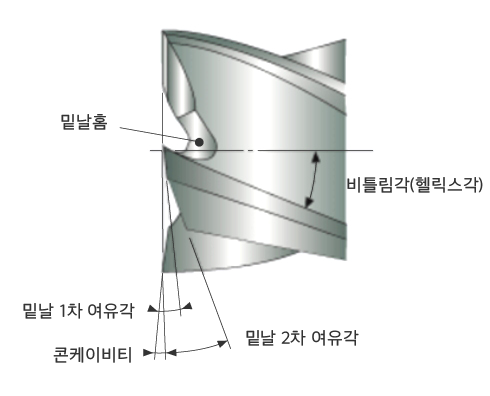
엔드밀의 성능은 날 수, 헬릭스 앵글, 경사각, 여유각, 코팅 종류 등을 어떻게 설정할 것인가에 따라
성능의 차이가 있으며, 고속 가공에 적합한 형상이 요구 된다.






 HOME TECHNICAL INFO
HOME TECHNICAL INFO